
Laserschweißen ist ein präzises Fügeverfahren mit einem fokussierten Laserstrahl. Die Laserleistung wird optisch auf einen kleinen Brennfleck fokussiert, um das Werkstück aufzuschmelzen. Der minimale Durchmesser des Laserstrahls sorgt für eine hohe Energiedichte, sodass das Material lokal die Schmelztemperatur erreicht und eine feste Verbindung entsteht. In der Regel wird Laserschweißen ohne einen Zusatzwerkstoff ausgeführt; bei Bedarf setzen wir Draht zu, beispielsweise zur Spaltüberbrückung oder Legierungsanpassung.
Das Verfahren eignet sich für Metalle, Kunststoffe und Verbundwerkstoffe. Durch die präzise Steuerung von Energieeintrag und Fokuslage lassen sich sehr unterschiedliche Bauteile verschweißen – von dünnen Blechen bis zu massiveren Komponenten. Laserschweißen liefert reproduzierbare Ergebnisse mit hoher Schweißnahtqualität, schmalen Nahtquerschnitten und hoher Prozessgeschwindigkeit.
Beim Laserschweißen wird der Laserstrahl über eine Optik auf das Werkstück geführt. Der Laserstrahl wird in den festen Körper in Wärmeenergie umgewandelt und schmilzt lokal das Material auf. Je nach Intensität und Fokuslage entsteht ein Schmelzbad mit unterschiedlicher Tiefe. Die schnelle Abkühlung bewirkt eine feste Verbindung zwischen den Materialien, wodurch sich homogene Nähte mit geringem Verzug ausbilden.
Das Wärmeleitungsschweißen nutzt moderate Intensitäten und erzeugt flache, breite Schweißnähte mit exzellenter Oberflächenqualität und geringen Einbrandtiefen. Das Tiefschweißen arbeitet mit hohen Intensitäten; eine Dampfkapillare ermöglicht tiefere Eindringung der Laserstrahlung in das Material. So sind deutlich größere Einschweißtiefen möglich. Tiefschweißen benötigt höhere Intensitäten als Wärmeleitungsschweißen; beim Tiefschweißen sind wesentlich größere Einschweißtiefen möglich. Beide Verfahren werden je nach Material, Geometrie und Qualitätsanforderung gewählt.
Wir steuern Energieeintrag, Vorschub und Fokuslage digital. Scanneroptiken ermöglichen hohe Schweißgeschwindigkeiten und Optimierung der Schweißnahtqualität, vor allem bei Serien mit variierenden Positionen. Die Prozessdaten erfassen wir lückenlos. So sichern wir stabile Ergebnisse und schaffen Transparenz für Audit und Qualitätssicherung.
Beim Laserschweißen profitieren Sie von Effizienz und Stabilität. Verursacht weniger Abfall als konventionelle Schweißmethoden, reduziert die Nacharbeit und steigert die Wirtschaftlichkeit. Die Kombination aus Energiezuführung durch den Laser und präziser Bewegungsführung ermöglicht klare Prozessfenster. Für den Vergleich zu konventionellen Methoden sprechen vor allem Qualität, Geschwindigkeit und niedriger Verzug.<


Wir fügen Metalle wie Stahl, Edelstahl und Aluminium, Kunststoffe sowie Werkstoffe mit besonderen Eigenschaften. Für jede Kombination wählen wir Wellenlänge, Fokus und Vorschub aus, um eine stabile Verbindung mit hoher Festigkeit zu erzeugen. Besondere Beachtung finden Wärmeleitfähigkeit, Reflektivität und Legierungszustand, vor allem bei Aluminiumlegierungen und Kupfer.
In der Medizintechnik kommt Laserschweißen häufig zum Fügen von dünnen Metallen und Kunststoffen zum Einsatz. In der Luft- und Raumfahrt profitieren empfindliche Materialien von geringem thermischen Verzug. Luft- und Raumfahrt nutzt Laserschweißen für die Bearbeitung von empfindlichen Materialien unter geringem thermischen Verzug. Auch die Klima- und Energietechnik setzt auf stabile, dichte Nähte. Das Verfahren wird auch in der Klima- und Energietechnik verwendet. In der E-Mobilität sind Batteriegehäuse und Zellverbinder typische Einsatzgebiete; Laserschweißen findet Anwendung in der E-Mobilität, beispielsweise bei Batteriefertigungen.
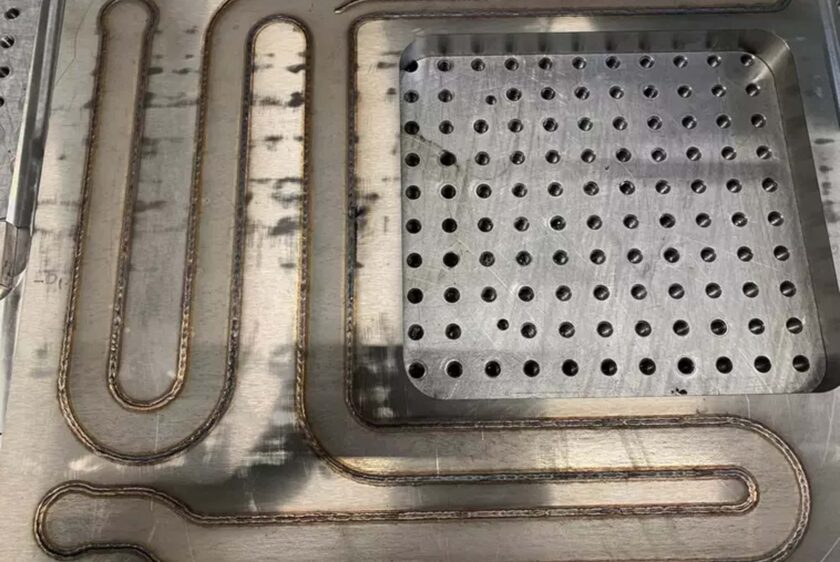
Beim Laserschweißen steuern wir die Laserleistung, den Fokus und die Vorschubrate. Durch präzisen Energieeintrag in den Brennfleck entsteht ein Schmelzbad, das im Takt der Bewegung erstarrt. Die Wärmeeinbringung bleibt lokal begrenzt; die Bauteilgeometrie bleibt stabil. Schmale, schlanke Schweißnahtformen bei geringem thermischen Verzug sind das Resultat. Je nach Bauteilgröße passen wir die Optik an, steuern den Durchmesser des Fokus und sichern die Form der Naht. Eine dokumentierte Parametrierung erhöht die Nachvollziehbarkeit im Audit.
Beim Laserschweißen mit Zusatz setzen wir Draht dosiert zu, um Spalte zu füllen oder Werkstoffkombinationen zu stabilisieren. Der Zusatzwerkstoff wird kontrolliert zugeführt, ohne die Vorteile geringer Wärmeeinbringung zu verlieren. Ohne Draht entstehen filigrane Nähte mit hoher Dichtigkeit – insbesondere bei dünnen Blechen.
Wir realisieren Projekte im Automobilbau, in der Medizintechnik, in der Industrieautomation sowie in Luft und Raumfahrt. Typische Anwendungen sind dichte Gehäuse, Sensorträger, feine Stutzen an Blechen, Teile mit Sichtkante und Bauteile mit hohen Dichtigkeitsanforderungen. Im Automobilbau zählen Antriebs-, Batterie- und Getriebeteile zu den häufigen Projekten. In der Medizintechnik stehen biokompatible Verbindungen im Fokus. In der Raumfahrt überzeugen reproduzierbare Nähte mit dokumentierter Prozessführung.
Als erfahrener Systemlieferant bieten wir Beratung, Entwicklung, Beschaffung und Fertigung aus einer Hand. Wir beherrschen Laserstrahlschweißen, Laserlöten und Laserschneiden und kombinieren diese mit CNC-Bearbeitung und Montage. Unsere Prozesse sind robust, skalierbar und dokumentiert. Sie erhalten Vorteile in Qualität, Taktzeit und Kosten – vor allem bei komplexen Bauteilen.
In enger Partnerschaft mit der Firma Alu Service bündeln wir unsere Kompetenzen im Schweißen – Sie profitieren von nahtloser Zusammenarbeit aus einer Hand, insbesondere beim Laserschweißen.

Wir wählen die Laser-Konfiguration applikationsspezifisch, testen kritische Parameter und validieren die Ergebnisse. So stellen wir sicher, dass beim Laserschweißen die geforderten Spezifikationen erfüllt werden.

Wir begleiten Sie von der Idee bis zur Serie. Senden Sie uns Zeichnungen, Werkstück-Spezifikationen und Qualitätsanforderungen. Wir erarbeiten ein wirtschaftliches Konzept, definieren das Schweißverfahren und validieren den Prozess anhand von Mustern. Anschließend skalieren wir auf Ihre Losgrößen – zuverlässig, präzise, aus einer Hand.
Präzises Fügeverfahren mit einem fokussierten Laserstrahl – für dichte, belastbare Verbindungen und effiziente Produktion.
Präzision ist kein Zufall – Schunk Präzision GmbH
